MI-CL Series · 2-Roll, 3-Roll & 4-Roll · Roll sizes 8×24" to 24×72" · 15 HP to 250 HP · Crown compensation · L-Type, Z-Type, I-Type configurations · GIDC Umbergaon, Gujarat.
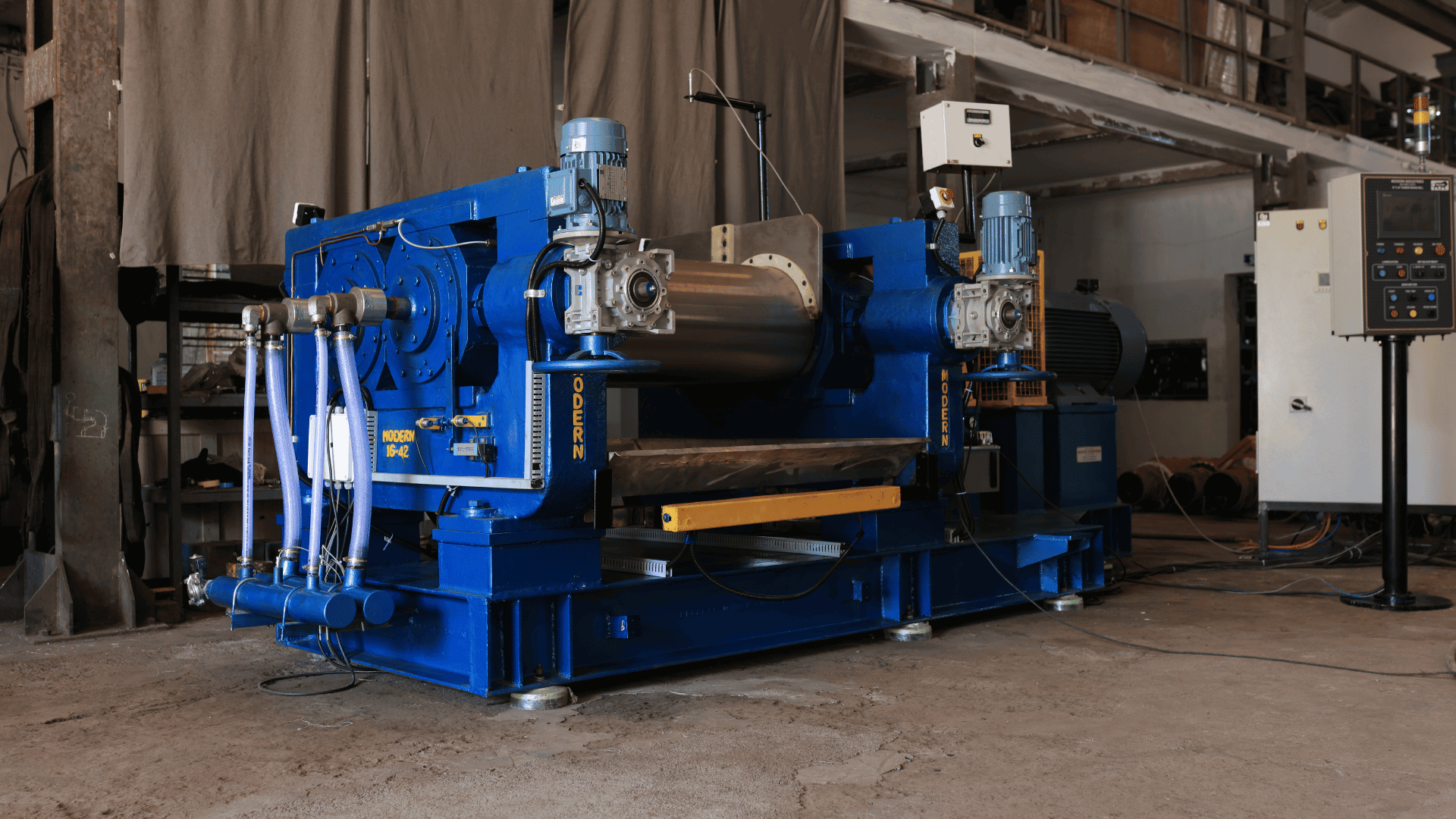
A rubber calender machine is a precision processing machine used to produce continuous sheets of rubber at a controlled thickness by passing compounded rubber between two or more rotating, temperature-controlled rolls. The gap between the rolls — called the nip — determines the sheet thickness, which can be controlled to micron-level tolerances on modern calender machines.
Calendering is one of the most critical processes in rubber manufacturing. It is used for:
Modern Industries manufactures the MI-CL Series rubber calender machines — available in 2-roll, 3-roll, and 4-roll configurations, in L-Type, Inverted L-Type, Z-Type, and Vertically Stacked I-Type layouts, from compact 8″×24″ production units to large-scale 24″×72″ industrial calenders.
| Parameter | Specification |
|---|---|
| Model Series | MI-CL — 5 standard models (custom sizes on request) |
| Roll Size Range | 8"×24" (MI-CL-8x24) to 24"×72" (MI-CL-24x72) |
| Motor Power Range | 15 HP (MI-CL-8x24) to 250 HP (MI-CL-24x72) |
| Max Sheet Width | 21" (MI-CL-8x24) to 69" (MI-CL-24x72) |
| Friction Ratio | 1:1.25 (standard across all models) |
| Line Speed | 20 – 25 ft/min |
| Roll Configurations | 2-Roll · 3-Roll · 4-Roll |
| Automation | PLC + HMI — line speed sync, tension management, web control |
Five standard models from compact production through to large-scale industrial output. All models run at 1:1.25 friction ratio at 20–25 ft/min line speed.
| Model | Motor Power | Max Sheet Width | Friction Ratio | Line Speed |
|---|---|---|---|---|
| MI-CL-8×24 | 15 HP | 21" (533 mm) | 1:1.25 | 20 – 25 ft/min |
| MI-CL-10×30 | 20 HP | 27" (686 mm) | 1:1.25 | 20 – 25 ft/min |
| MI-CL-14×42 | 40 HP | 39" (991 mm) | 1:1.25 | 20 – 25 ft/min |
| MI-CL-18×54 | 75 HP | 51" (1295 mm) | 1:1.25 | 20 – 25 ft/min |
| MI-CL-24×72 | 250 HP | 69" (1753 mm) | 1:1.25 | 20 – 25 ft/min |
Custom sizes and variable-speed / 4-roll configurations available on request. Contact our engineering team with your required sheet width, thickness tolerance, and output speed for a custom specification.
| Roll Size | Metric Equivalent | Suitable For |
|---|---|---|
| 8" × 24" | 200 × 600 mm | Small-scale production / Lab testing |
| 12" × 36" | 300 × 900 mm | Medium production |
| 16" × 48" | 400 × 1200 mm | Heavy-duty industrial |
| 22" × 64" | 550 × 1600 mm | Large-scale manufacturing |
| Custom | On request | Variable speed / 4-roll / special configurations |
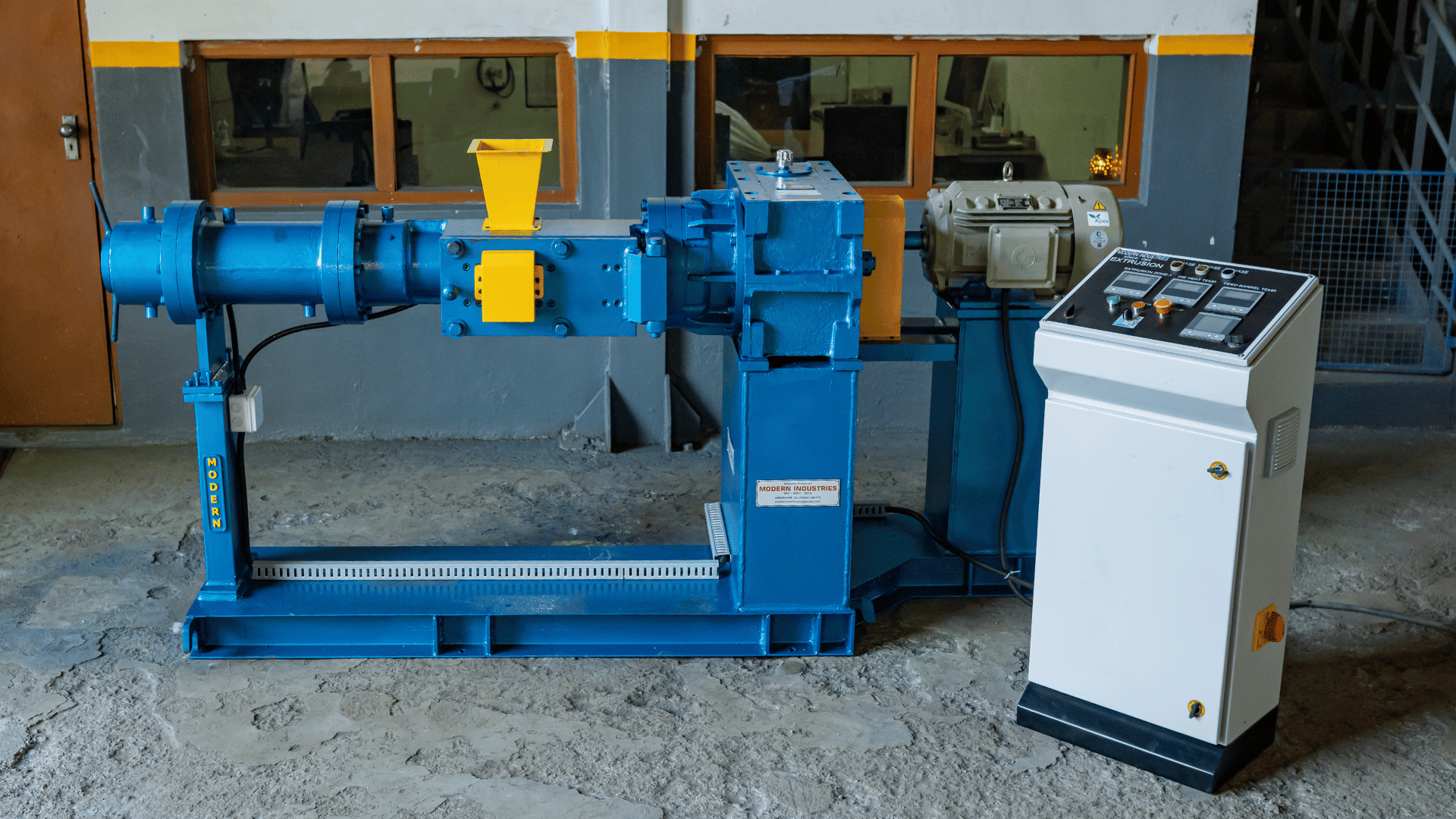
The simplest calender configuration — two rolls running at differential speeds with one nip. Used for sheeting, mastication, and simple rubber coating applications. Suitable for small-scale rubber sheet production, lab work, and single-pass frictioning of lightweight fabrics.
The most widely used configuration in rubber manufacturing. Three rolls create two nip points — the upper nip for feeding and the lower nip for final gauge control. The 3-roll calender handles the majority of rubber sheeting, frictioning, and skim coating applications across tyre cord, conveyor belt, and footwear rubber production.
Four rolls provide three nip points — allowing simultaneous frictioning from both sides of a fabric substrate in a single pass. The 4-roll calender is used for premium tyre cord frictioning where complete rubber penetration from both fabric faces is required in one cycle. Also used for double-faced skim coating and high-quality conveyor belt ply production.
Rolls arranged in an L-shape — the most common layout for 3-roll and 4-roll calenders. Provides good access to all nip points and easy fabric threading. Suitable for most rubber sheeting and frictioning applications. Standard on MI-CL Series unless otherwise specified.
Mirror image of the L-type. Used when production line layout requires feeding from the opposite direction. Common in plants where the calender must integrate with an upstream mixer on one side and a downstream wind-up station on the other.
Z-shaped roll arrangement — provides simultaneous access from both faces of the fabric substrate between adjacent nips. Preferred for tyre cord double-sided frictioning and coated textile applications where the substrate must not be pre-stressed by sharp bending over a roll before reaching the nip.
All rolls stacked vertically. Minimises floor space — the I-type is chosen when factory floor width is restricted. Also used when the fabric substrate must travel vertically for integration with overhead fabric supply or tension control systems.
The rolls on all MI-CL Series calenders are supported by heavy-duty anti-friction bearings housed in Steel Fabricated frames. This construction delivers:
Structural rigidity — frame stiffness prevents resonance at operating speeds (20–25 ft/min)
Engineered for Perfectly Flat Sheets — Even Under High-Pressure Conditions Modern Industries calender machines are built with advanced roll-crossing and crown-compensation technologies.
producing uniform rubber sheets at controlled thickness for further cutting or moulding by passing compounded rubber between temperature-controlled rolls.
forcing rubber into the interstices of fabric (tyre cord, conveyor belt fabric) under pressure to achieve total penetration through the textile web substrate.
applying a thin rubber layer over a substrate (fabric, textile, metal mesh) down to micron-level tolerances without stopping live production lines.
bonding rubber layers together under heat and pressure, then cooling and collecting finished calendered rubber sheet or coated fabric under controlled tension.
Roll-crossing and crown-compensation technology as standard — perfectly flat sheets across the full working width even under high-pressure nip conditions. This is not an optional feature.
50+ years of rubber machinery manufacturing from GIDC Umbergaon — after-sales service, spare parts, and commissioning support across India and 19+ export countries.
Heavy-duty anti-friction bearings in steel fabricated frames — vibration-free operation at production speeds, micron-level tolerance maintenance throughout long production runs.
Fully automatic PLC control — line speed synchronisation and tension management. Integration with let-off and wind-up units via HMI for full-line automation and quality traceability.
Multiple roll configurations (2, 3, 4-roll) and layout types (L, Z, I) from a single manufacturer — one supplier for all calender requirements across different production stages.
MODERN calender machines are engineered with advanced roll-crossing and crown-compensation technologies to ensure perfectly flat rubber sheets even under high-pressure conditions. The synchronized drive system allows for seamless integration with cooling drums and wind-up stations, maximizing overall production line efficiency.”
The rolls are supported by heavy-duty anti-friction bearings and housed in rigid cast-iron frames, ensuring vibration-free operation and maintaining micron-level tolerances for thin sheeting applications.


What is a rubber calender machine?
A rubber calender machine produces continuous rubber sheets or coated fabrics by passing rubber compound between two or more precision-controlled rotating rolls. The gap between the rolls (the nip) controls sheet thickness to micron-level tolerances. Calendering is used for rubber sheeting, tyre cord frictioning, conveyor belt topping, and skim coating applications.
What is a rubber calender machine?
A 2-roll calender has one nip point — suitable for simple sheeting and lab applications. A 3-roll calender has two nip points — the most common configuration for sheeting, frictioning, and skim coating. A 4-roll calender has three nip points — used for double-sided simultaneous frictioning of tyre cord and high-quality conveyor belt ply, where rubber must penetrate the fabric from both faces in one pass.
What is crown compensation on a calender machine?
Crown compensation is a precision engineering technique where the calender roll surface is given a slight barrel profile. This pre-compensates for the natural deflection of the roll under nip pressure, which would otherwise cause the sheet to be thicker at the edges than at the centre. Combined with roll-crossing (angular adjustment of adjacent rolls), it ensures flat, uniform sheets across the full working width even at high nip pressures.
What is the price of a calender machine in India?
Calender machine prices depend on roll size, roll configuration (2/3/4-roll), and automation level. Entry-level MI-CL-8×24 (15 HP, 21″ width) starts from approximately ₹12 Lakhs. Industrial MI-CL-14×42 and MI-CL-18×54 typically range from ₹35–80 Lakhs. The large MI-CL-24×72 (250 HP, 69″ width) is priced on full specification. Contact Modern Industries for a quotation.
What is frictioning in rubber calendering?
Frictioning is the calendering process of forcing rubber compound into the interstices of a fabric substrate under high pressure and with differential roll speeds. The rubber rolls run at different speeds, creating a shear force that drives the rubber into the fabric fibres rather than just coating the surface. It is the primary method for manufacturing tyre cord plies, conveyor belt fabric, and reinforced rubber products.
What are the roll configuration types available — L-Type, Z-Type, I-Type?
L-Type: Rolls arranged in an L-shape — most common, good access to all nip points. Inverted L-Type: Mirror-image L for opposite-direction line layouts. Z-Type: Z-shaped arrangement, used for double-sided frictioning where the substrate must not bend sharply before the nip — preferred for tyre cord. Vertically Stacked I-Type: All rolls vertical, used in space-constrained factory layouts.
What industries use rubber calender machines?
Primary industries: tyre manufacturing (cord frictioning, skim coating), conveyor belt manufacturing (belt topping and ply coating), footwear rubber (sole sheet production), coated textiles (waterproof fabrics, tarpaulins), hospital rubber sheets, industrial rubber flooring, and rubber linings. The MI-CL Series covers all these applications from small 8×24″ production units to large 24×72″ industrial lines.
What are let-off and wind-up units in a calender line?
A let-off unit feeds the fabric substrate (tyre cord, conveyor belt fabric, or textile) from a roll into the calender nip at controlled tension. A wind-up unit collects the finished calendered material — rubber sheet or coated fabric — under controlled tension after it exits the calender. Both units are integrated with heating/cooling drums for temperature conditioning of the substrate before and after calendering.
What is the delivery time for a rubber calender machine?
Standard MI-CL models (MI-CL-8×24 to MI-CL-14×42) typically ship within 10–14 weeks from order confirmation and advance payment. Larger models (MI-CL-18×54 and MI-CL-24×72) and custom 4-roll or special configurations require 14–18 weeks. Export orders include additional time for documentation, seaworthy packing, and freight. Timelines confirmed in writing at order acceptance.
Do you export rubber calender machines from India?
Yes. Modern Industries exports MI-CL Series calender machines to 19+ countries including UAE, Bangladesh, Vietnam, Indonesia, South Africa, Saudi Arabia, Sri Lanka, and others. Full export documentation, seaworthy wooden crating, and shipment via Hazira, JNPT, or Mundra ports are handled by our team. CIF and FOB terms available.